Fabrication des canons de fusils
Article de Clément BOSSON GAZETTE N° 22 de décembre 1974
Sans entrer dans les détails, rappelons ici quelques notions de métallurgies : les minerais de fer se présentent comme des oxydes, parfois hydratés, et comme des carbonates. Leur métallurgie repose sur la réduction des oxydes de fer par l’oxyde de carbone à la température de fusion. On obtient des fontes – soit des carbures de fer – dont la teneur en carbone varie de 2 à 5 % L’affinage de la fonte blanche, c’est-à-dire la conversion en fer ductile et malléable consiste à obtenir l’oxydation par l’air à une température élevée de la plus grande partie du carbone et autres matières étrangères qui se trouvent dans la fonte. L’opération se termine par un martelage du fer qui ne contient plus alors que 0.001 à 0,005 % de carbone.
Obtenu soit en décarburant partiellement la fonte, soit en carburant le fer, l’acier contient de 0,005 à 0,015 % de carbone
Il faut entre 1350 et 1450° environ.
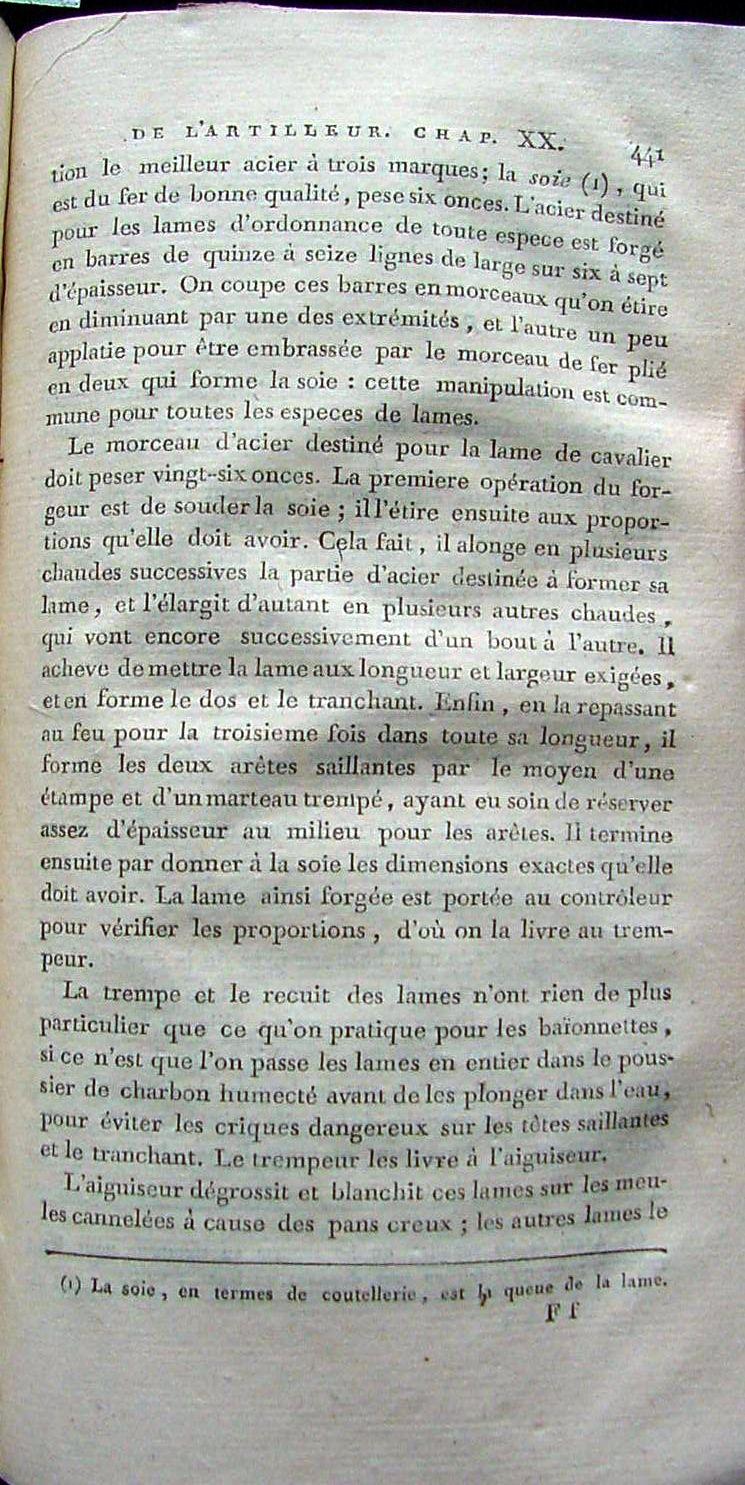
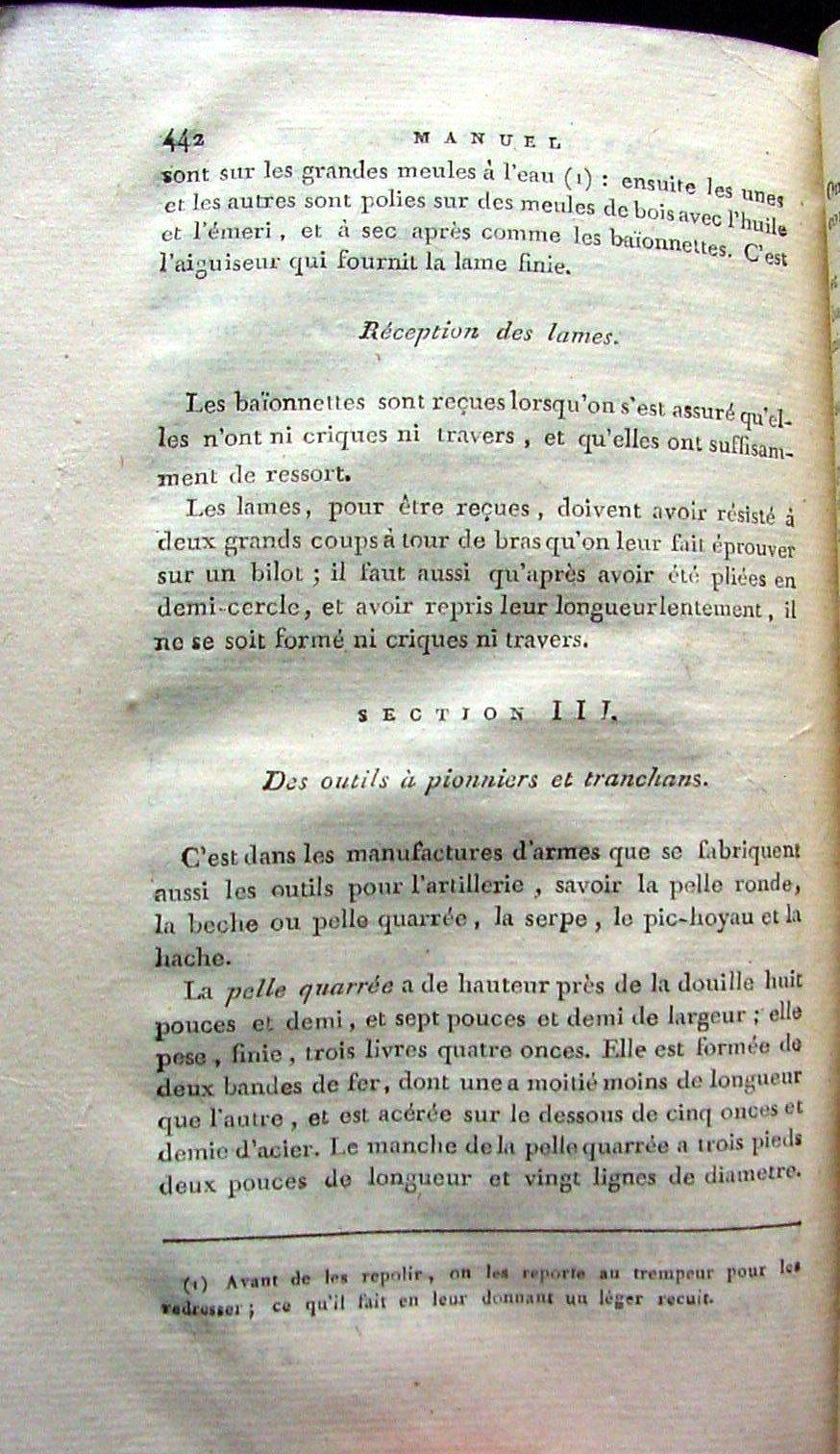
Les opérations décrites par Théodore DURTUBIE dans son ouvrage « Manuel de l’artilleur » (Publié dans sa 4éme édition à PARIS, en l’an II de la république (1793) page 424 et suivantes)
Il expose les détails de la fabrication du canon du fusil MLE 1777
……le forgeron casse les barres qui lui sont fournies en moreaux de 11 pouces (29.7cm), à une épaisseur de 12 à 14 lignes (2.7 à 3.15cm) et une largeur d’environ3 pouces et demi (6.75cm). Trois de ces morceaux sont remis l’un au dessus de l’autre, en observent de placer au milieu celui qui montre le meilleur grain de la meilleur espèce, de préférence si possible celui fabriqué avec de vieilles ferrailles. Les deux barres qui lui servent d’enveloppe seront enlevée en presque totalité par le feu, les forets et la meule. Ces trois morceaux de fer pèsent au départ de 21 à 22 livres (de 489 g.). Ils passent à la forge d’ou on les retire plusieurs fois pour les battre sur l’enclume avec un marteau à main afin de rendre le contact des surfaces bien exact dans tous les points. La « maquette » ainsi obtenue passe sous le martinet qui l’étire En une lame qui est forgée aux dimensions nécessaires pour que le Canon du fusil de munition soit de 3 pieds 2 pouces de longueur (102.6cm)
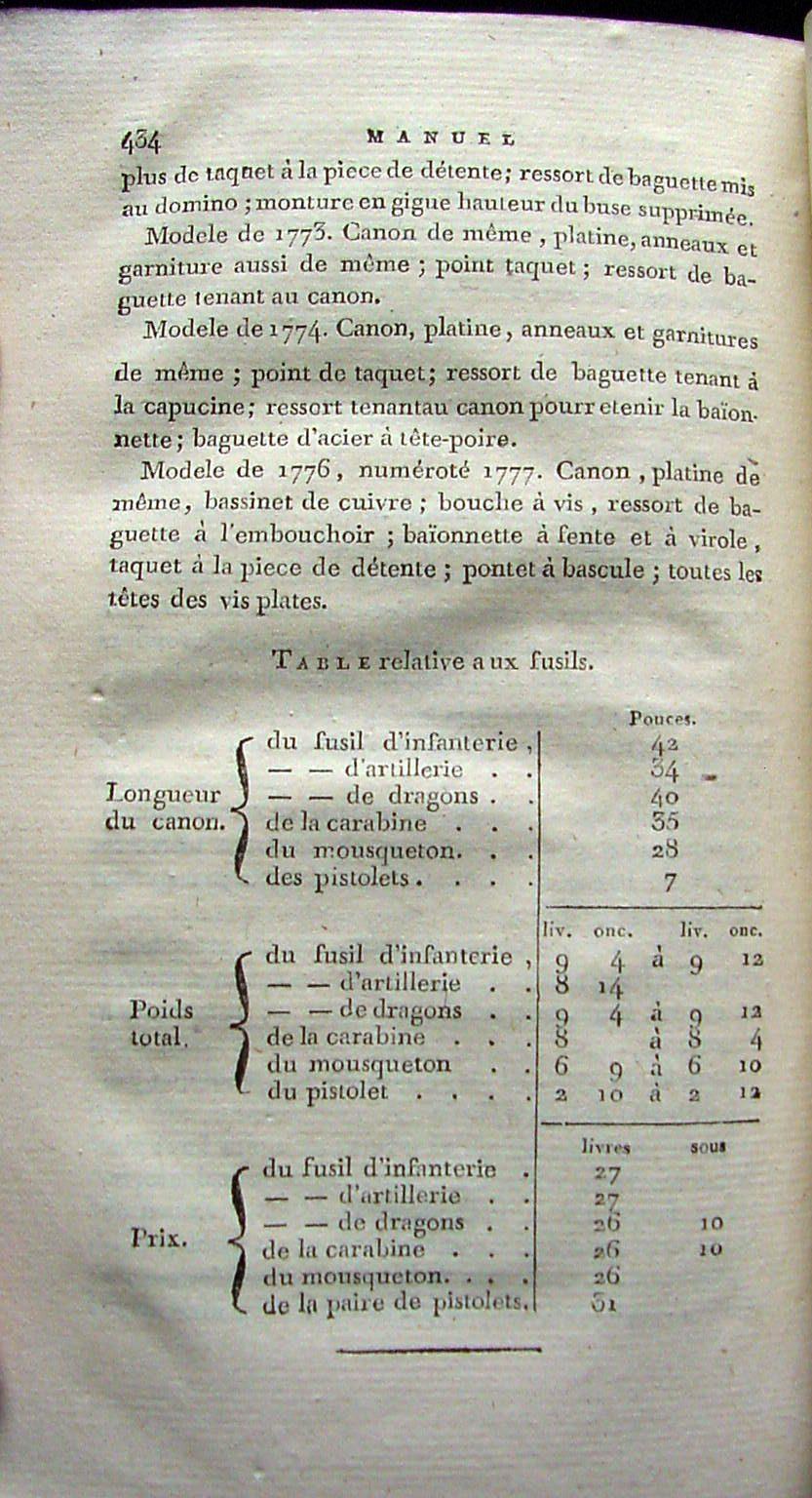
JEAN BAUDRIOT donne comme longueur 1137mm pour le modèle 1777 d’Infanterie, 5 pouces à sa plus grande largeur ( 13.5cm ) et pas plus de 3 pouces ( 8.1cm ) à une extrémité qui sera la bouche du Canon. La plus grande épaisseur est de 5 lignes (1.125cm) la plus Petite, celle de la bouche est réduite à 2 lignes et demie (0.56cm)
Les deux bords de la lame sont formés en biseaux au martinet…………
Cette lame est alors remise aux canonniers qui vont la transformer en canon de fusil. Pour cela, deux canonniers appliquent la moitié de la lame chauffée au rouge cerise (900°) sur une gouttière ménagée Dans une pierre dure ou un boc de fer et l’enfoncent à grand coup de la panne de leurs marteaux : dès qu’elle a la forme demi cylindrique, il la portent sur l’enclume et achèvent d’en faire un Tube en faisant croiser l’un sur l’autre les biseaux des bords.
Ils opèrent ensuite de la même façon sur l’autre moitié de la lame. Celle-ci est alors soudée au marteau par section d’environ 2 pouces (5.4cm) de longueur en passant à chaque fois dans le feu de la forge ce qui représente pour la soudure totale environ vingt réchauffage.
Ce travail est facilité par l’introduction dans le tube d’une broche de fer servant de « répondant » à la partie soumise au marteau.
Cette première partie de la mise en forme exige beaucoup de savoir faire et d’habileté puisque le fer doit être réparti régulièrement, ni brûlé ni décomposé par des chaudes trop vives et que le canon doit être bien dressé au dedans comme au dehors.
Le canon a été soudé sur une broche de 5 lignes de diamètre (11,25)
Il faut l’amener à son vrai calibre de 7 lignes 9 points (17.44mm)
Mr DUTURBIE décrit aussi une usine de forge garnie de quatre lanternes horizontales portant chacune un foret. Ces lanternes (cage d’écureuil composées de deux plateaux reliés par des tiges de bois espacées) sont entraînées par quatre rouets verticaux (roues dentées en bois) portées par un seul arbre. A l’extrémité de cet arbre est une grosse lanterne horizontale qui reçoit son mouvement d’un rouet vertical, calé sur l’arbre de la roue à aube et mis en œuvre par un courant d’eau.
Les forets sont en acier trempé d’environ 10 pouces de longueur (27cm), carré et coupants sur leurs quatre arêtes. Ils sont soudés à une verge de fer d’environ 3 pieds et demi (113,4cm). Il faut vingt forets et deux mèches de finition pour mettre le canon au calibre. Les mèches ne diffèrent des forets que par leur longueur qui est de 15 pouces (40cm), ces dernières ayant moins de métal à enlever, pouvaient travailler sur une plus grande longueur.
Pendant ces opérations, le canon est maintenu par deux anneaux soudés perpendiculairement sur les extrémités d’un chariot de fer en forme de double T appelé le « sépé » dont la longueur est de deux pieds trois pouces (73cm) et la largeur est de onze pouces (29.7cm). Cette base massive glisse dans portée par le châssis qui forme le banc de forage. La construction est telle que l‘axe du foret se confond sans cesse avec celui du canon, condition essentielle pour un calibrage précis.
Après l’opération de calibrage du canon, il faut maintenant le blanchir à la meule, opération qui va lui donner sa forme extérieure. L’ouvrier présente d’abord à la meule le tonnerre sur deux pouces (5.4cm) pour lui donner un diamètre de quatorze lignes et demi (36.4cm) et ensuite à la bouche qu’il amène au diamètre de 10 lignes (22.5cm). Ces deux dimensions déterminées lui servent de point de repère pour blanchir régulièrement le canon sur toute sa longueur. Il revient alors sur le banc de forage pour le passage des trois derniers forets et mèches.
Le canon ainsi foré et blanchi est remis au garnisseur pour la mise en place de la culasse, des tenons et la lumière (percée au foret ou par un poinçon à chaud ce dernier comprimant la matière autour de lui, est souvent préféré malgré le temps supplémentaire demandé par cette méthode.
Finition des canons de fusils test à la poudre et ce qu’il pourrait s’appeler la « radiographie par oxydation »
Suivant un autre auteur, HERMANN, baron COTTY (1772-1839) qui fut directeur des Manufactures Royales d’armes de guerre, au service de la France dés la République, peut compléter nos notions sur la fabrication des canons – Il le fait en nous apprenant que l’on peut former un canons par « rapprochement » en soudant l’un contre l’autre - sans biseau – les deux grand cotés de la lame. On procède ainsi à TULLT et en Italie.
Le passage des forets ayant aigri le fer, le canon est recuit avec du bois blanc (qui donne du charbon de bois léger) pour l’adoucir avant de le soumettre aux mèches dont l’action relève du polissage plutôt que l’enlèvement du métal.
Le canon ayant sa culasse ajustée, le trou de lumière percés, est éprouvé horizontalement à deux reprises, la première fois avec une charge de poudre a giboyer (très fine) de 27.175g.et la seconde avec une charge de 21.740g – chaque essais avec balle normale de 27.175g (balle de 18 à la livre). Après l’épreuve le canon, bien dégraissé séjourne dans une salle humide pendant un mois après lequel il en sort pour être soigneusement visité par les préposés du Gouvernement.
-pour qu’un canon soit sorti bon pour le service son oxydation doit être homogène sur toute sa surface, des parties ou le métal serait resté blanc indiquerais qu’il y ai une défectuosité dans la répartition de la teneur en carbone. Les canons ainsi rebutés étaient recédés à l’industrie civile.